



反压线小知识:广东常见后道工艺技术要点总结
反压线小知识:广东常见后道工艺技术要点总结
今天下面来给大家介绍广东常见后道工艺技术要点
1. 模切、击凸一次进行加工工艺
凸版的高度不可以高过模切刀的高度,一般合压后击凸版的高度应与模切刀的高度同样。但450G之上纸板应分离来做。
2
UV上光油
假如印刷油墨覆盖范围不大,则可考虑到用UV印刷油墨印色再加UV光油能够 省聊过底油这一全过程。
3
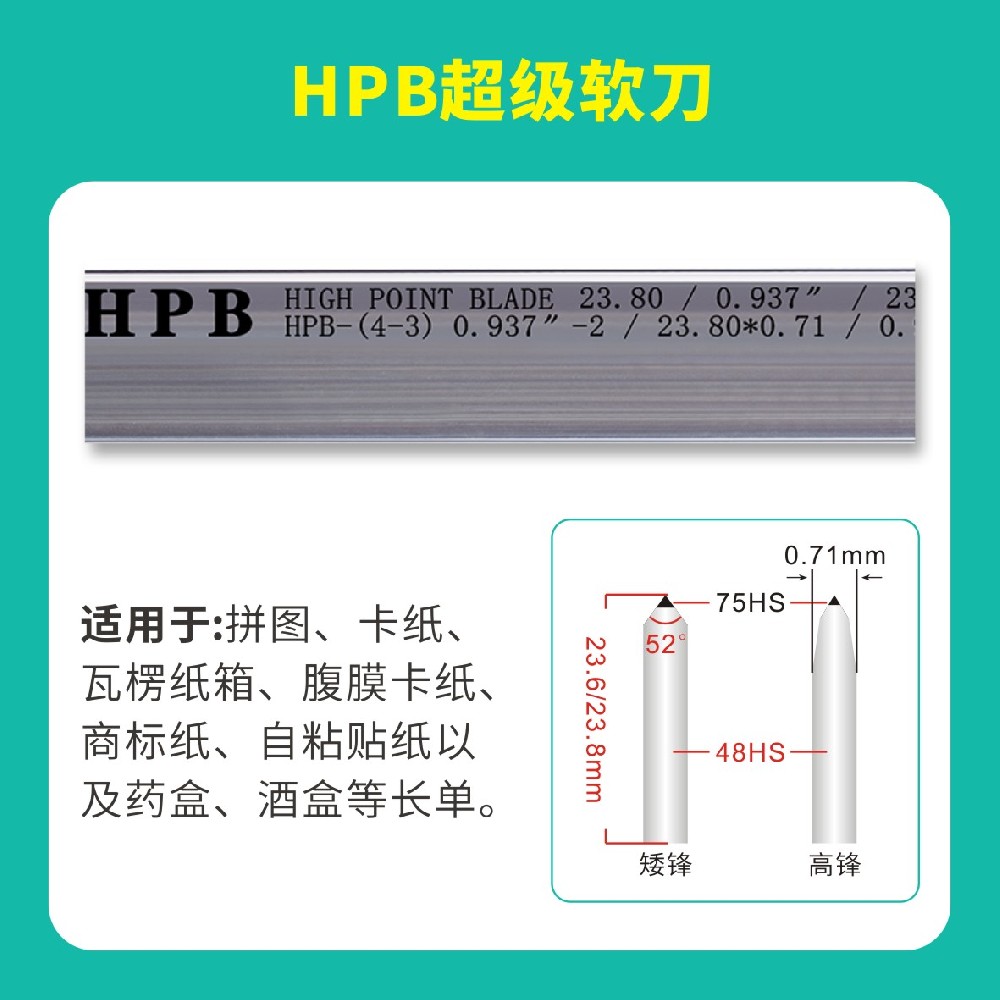
模切加工工艺
直纹解决的模切刀用以模切胶原纤维原材料,由于胶原纤维原材料必须用更锐利的直纹刀来模切。纵纹刀用以模切纸质材料,用它模切纸制品,创口有镜面玻璃实际效果、丝滑、不长尘,纵纹刀的利刃平稳、经久耐用。
压痕线的安裝:
用以纸卡的压痕线的计算方式:
压痕线薄厚A≥纸卡薄厚(c),压痕线总宽B=1.5c+0.71mm,依据数值A×B(mm)挑选压痕线规格型号;
用以瓦楞纸箱的压痕线的计算方式:
压痕线薄厚A≥瓦楞纸箱的薄厚(e),压痕线总宽B=2.0e+1.0Mm,依据数值A×B(mm)挑选压痕线规格型号;
量出钢线长短,用开剪机或手剪一样长短的压痕线,将压痕线套在钢线上;
解开维护胶带纸,启动模切机,压一次,要压力,使其粘紧,假如压痕线较短时间**是压着滞留一分钟上下;
启动拉出底版,撕下压痕线精准定位胶,随后用压痕线专用型强力胶或高品质502强力胶水将压痕线两侧结构加固,以防其挪动;
*终用锐利的手术钳把过纸方位的压痕线两边削斜,令其过纸畅顺。
压痕线与钢线的相互配合:钢线高度模切刀高度—纸张厚度;钢线薄厚≥纸张厚度。
反跳海绵胶强度的挑选标准:
当模切刀中间的间距<8毫米时,应挑选强度为HS60(固态型)的海绵胶;
当模切刀中间的间距>8毫米时,应挑选强度为HS25(瓦楞纸箱)或HS35(纸卡,压缩系数35%)的海绵胶;
当模切刀与钢线中间的间距<10毫米时,应挑选硬庶HS70的拱形海绵胶;
当模切刀与钢线中间的间距>10毫米时,则应挑选强度为HS35的拱形海绵胶;模切刀的打口位应取用强度为HS70的拱形胶,用以维护连点不被扯断。海绵胶安裝在间距模切刀刀身两侧至少毫米的部位,不可以紧贴刀身安裝;海绵胶应高于利刃1.3mm上下,并视不一样的强度开展调整。

4
烫金版基本常识
硅胶烫金版:繁杂烫印,耐热;
铜锌版:只有做成平面图凸文,制做时转化成一氧化氮污染环境;
环氧树脂版:不耐热,PP、PE没法应用;
光感应硅胶版:综合性硅胶烫金版和环氧树脂版,耐热,柔韧度好,合适于繁杂斜面产品工件。
5
抛光解决
留意不能用射光蓝(或红)墨包装印刷的印刷品开展抛光解决,由于抛光后墨层掉色,会导致商品大批量损毁。
6
糊盒难题
防止糊盒时在其生活粘合剂难渗入光亮油导致粘合不稳固,能够 选用部分包装印刷光亮油的方式:专业晒制一块包装印刷光亮油的印刷版或对拼数很少的印刷版,能够 将粘合处的纸舌所相匹配的丝印油墨下的打印纸张垫片部分切除,使那一部分的包装印刷工作压力不能将光亮油印上。
7
先烫后印加工工艺规定
1.精准定位十字线——在烫印的叼口和靠身一部分加套准十字线;
2.烫印工作压力以用力触碰沒有显著的立体感为规范;
3.烫印签样时要提前准备烫印胶卷,把图案设计描线(0.01mm线框),查验是不是部分图案设计残缺不全;
4.包装印刷前空压——把电化铝屑压掉,防止油墨印刷迁移不了的状况;
5.打印纸张规定表层抗压强度高,白板纸或夹层玻璃纸卡留意反拉状况;
6.烫印运用圆压圆或圆铺平烫金机,因线接触压力容易调节;
7.排版设计幅宽不适合很大,拼板联数不容易过多,以防导致包装印刷套准艰难;
8.烫印版一般选用浸蚀铜版纸或锌版,留意其平面度,**是用电量雕版,并做一定的倾斜度,即正中间高、周边低、便捷排气体。
上文总结整理了有关广东常见后道工艺技术要点,希望对大家有所帮助
 返回列表
返回列表看过相关更多 >>
- 海绵胶条厂家介绍印刷纸张规格概述 2020-08-03
- 广州广盟利携玉田元创、上海铠特、厦门瀚铖诚挚感谢您在2019第四届中国(广东)国际印刷技术展览会上的到来和支持 2019-04-15
- 中山某大型印刷厂模切技术交流会 2021-03-27
- 模切刀中雕刻刀模的类型 2020-08-06
- 到厂技术培训(佛山) 2019-01-16
- 海绵胶条:介绍包装印刷及工艺 2020-07-27
- (模切刀)高速高精度UV喷码机 | PM1040型UV-LED烘干 2020-08-11
- 反压线小知识:宣传册基础印刷 2020-07-23
- 细微的改善,让模切烫印难题得到解决 2020-08-13
- 海绵胶条实际操作技术性介绍 2020-07-24
相关阅读更多 >>
- 广东广州模切压痕线知识(一) 2020-07-18
- 模切刀版寿命周期短?试试这样改造 2020-08-17
- 模切行业是做什么的,前景怎样呢? 2020-08-06
- 压痕线厂家介绍平面设计印刷中的关键要素 2020-08-08
- 海绵弹垫小知识:反弹海绵胶硬度的选择原则 2020-07-20
- 模切刀模知识培训——如何正确选择模切刀? 2020-09-05
- 模切刀厂家介绍在模切在行业中的应用 2020-08-07
- 为什么瓦楞纸箱压痕线模切不清晰?答案就在这里 2020-08-04
- 海绵胶条厂家介绍包装印刷中的重影难题怎么解决? 2020-08-01
- 包装印刷用纸模切刀厂家详细介绍 2020-08-10
